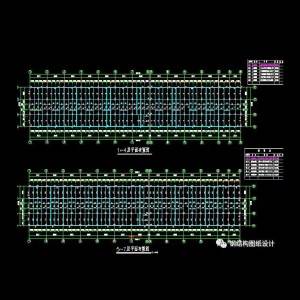
Tehtaan osittainen tuotantoskenaario

Tehtaan osittainen tuotantoskenaario
Laitteiden esittely:
Tekniset ominaisuudet ja innovaatio: SKHZ-B nc H-palkkiasennuskone
1. H-palkin hitsauksen tuotantomenetelmänä on sijoittaa h-palkki "Work" -muodon mukaan ja hitsata kaksi kulmaliitosta molemmille puolille samanaikaisesti, mikä lisää huomattavasti hitsaustehokkuutta.Symmetrisen hitsauksen vuoksi raina ei periaatteessa ole muodonmuutos hitsauksen jälkeen.
2. Ortoottinen mekanismi H-muotoinen teräslaipan suoristuskone voi suoraan korjata kuuman H-muotoisen teräksisen siipilevyn kulman muodonmuutoksen hitsauksen jälkeen epäkeskopuristintelan avulla, mikä vähentää suoristusvoimaa ja parantaa suoristustarkkuutta.
3. Hitsausominaisuuksien kannalta H-palkin hitsauksen spesifikaatiot ovat suurimmat Kiinassa, ja ulkomailla edistyneimmän h-palkkihitsauslaitteiden tuotantoyrityksen (ESAB Company) h-palkkihitsauslinjan indikaattorit ovat sama.
4. Kokoonpanon ja pystytyksen yhteydessä otetaan käyttöön kokoonpanon ja asennuksen integrointi, mikä vähentää työprosessia ja parantaa tuotannon tehokkuutta.
5. Raina- ja laippalevyn keskitystilassa käytetään kahta etu- ja takaosan keskitysmoodin asetustarkkuuden parantamiseksi.
6. Langansyöttölaite on pehmeästi liitetty hitsauspistooliin ja hitsaukseen Hitsauspistoolin kulmaa voidaan säätää.
7. Suuri fileehitsaus, kaksinkertainen teho (DC + AC), kaksoislanka, kaksoiskaari, kaksinkertainen allashitsaus.Nämä tämän tuotantolinjan ominaisuudet ovat ensimmäisiä laatuaan Kiinassa.
8. Tuotu PLC-ohjaus, luotettava, helppo ohjelmoida.
9. Samassa asemassa h-säteen jatkuva valmistus pystytys-, hitsaus-, ortopedia-, nosto-, purkaus- ja muissa toimenpiteissä.
Khj-c vaakasuora laipan korjain
Tuote-esittely
Skhj-c-laippakalibraattoria käytetään H-palkkiteräksen laipan kalibrointiin. Kun H-palkki on suorittanut hitsausprosessin, h-palkin siipilevy muuttuu hitsauksen vaikutuksesta ja se on korjattava ennen sitä Tätä laitetta käytetään pääasiassa h-palkin ja T-palkin siipilevyn korjaamiseen hitsauksen jälkeen.
Muut laitteet ovat seuraavat:
Ohjausleikkuri / monipään suoratangon leikkauskone, CGL-4000 / SECTION teräsleikkauskone, KT-462 / puoliautomaattinen leikkauskone, CG2-150B / kopioleikkauskone, KG-30 / CNC kolmi Bai -mittainen porakone / säteittäinen porakone, 7-3040 * 16 / magneettinen pyöränleikkuri, SAG- / sorvi, CA6140 / poraus- ja jyrsinkone, ZX-32 / koordinaattiporakone, T4240 / leikkaava viivaleikkuri, BH6070 / pystysuora puristin, Ya32-31 / vaakapuristin, DC-315 / levynleikkuriJz016-250 / päätyjyrsin TXSOB / GD-20 / magneettinen sähköpora RD-32A / DC-hitsaaja AX5-50 / AC-hitsaaja BXI-500 / C02-hitsaaja YM-500KR / upotettu kaari hitsauskone NZA-1000 / elektrodikuivauslaatikko HY704-4
- 50 / juoksukuivausuuni HI / 4 l - 20 sähköistä ilmakompressoria / dieselgeneraattoria, 200 kW / hiekkapuhalluskone PBS - 100 r / maaliruiskutuskone GPQ9C / haarukkatrukki b / liipaisin CDWllHNC CPQ - 1-50 * 2500 / hitsausrulla runko HGZ - 5 a / laipan suoristuskone YTJ 50 / ultraäänivianilmaisin ECHOPE220 / digitaalinen lämpötilamittari RKCDP - 500 / maalikalvon paksuusmittari 345 fb '- MK Ⅱ / digitaalinen kiinnitettävä ampeerimittari 2003 / lämpötila- ja kosteusmittari WHM5 / hitsin tarkastus viivainSK / magneettisten hiukkasten vikailmaisin DA-400S / vernier-paksuus.
Raaka-aineiden CNC-leikkaus → materiaalien kokoonpano → hitsaus → korjaus → pintakäsittely → maalaus

Tuotantotapaus 1

Tuotantotapaus 3

Tuotantotapaus 2